

大型内燃机部件及对其实施三维检测的重要性
大型内燃机是船舶动力、电站调峰、矿山机械等领域的核心装备,其关键部件——缸套(衬套)、活塞、连杆、缸盖等往往具有超大尺寸、复杂几何形状和严苛配合要求的特点。以船用低速柴油机为例,单缸缸套内径可达1米甚至更大,活塞重量以吨计。
这些部件的制造精度与装配质量,直接决定内燃机的燃烧效率、排放水平、运行寿命及可靠性。因此,对大型内燃机部件实施精密三维检测,不仅是验证加工质量的手段,更是确保机组安全投运、避免事故损失的重要技术屏障。
传统的检测方式已较难满足现代高强化内燃机的质量管控需求,高精度、高效率、适应现场环境的数字化三维测量方案成为行业刚需。

图1:大型内燃机部件
检测内容
大型内燃机关键部件需要实施精密三维检测的项目繁多,典型要求如下简介:
① 衬套(缸套)内孔圆柱特征检测
测量内孔直径、圆度、圆柱度以及同轴度。通常要求直径测量精度优于0.03 mm,圆度与圆柱度误差控制则在0.02mm至0.05 mm以内,以保障活塞环与缸壁的良好贴合与气密性。
② 衬套定位止口与安装面检测
检测上下定位止口的直径、同轴度,以及止口端面对内孔轴线的垂直度。垂直度要求常严于0.05 mm,防止缸套装偏导致活塞偏磨、拉缸等情况的发生。
③ 活塞裙部外轮廓检测
测量活塞裙部外径、椭圆度、锥度及母线直线度等,轮廓形状精度直接影响裙部与缸套间的油膜建立和导向稳定性。
④ 活塞销孔位置与形位公差
检测活塞销孔的直径、圆柱度、同轴度,以及销孔轴线相对于裙部轴线的垂直度和位置度。位置度精度要求常控制在0.05 mm甚至更高,以避免连杆机构产生附加弯矩和异响。
⑤ 活塞环槽及顶面检测
测量各道环槽的径向深度、轴向宽度、平面度以及相互间的平行度,同时检测活塞顶面平面度、压缩高度(顶面到销孔轴线的距离),直接关系到压缩比的一致性。
⑥ 大型构件的整体装配接口
如缸盖火力面平面度、冷却水套结合面的密封性相关尺寸等,均需纳入三维检测体系,要求平面度达到0.05mm/m²量级。

图2:API品牌激光跟踪仪(型号从左至右:iLT / Radian Plus / Radian Pro / Radian Core / iLTx)
传统检测手段的不足
面对直径达1米的大型内燃机部件,传统检测方法暴露出多重局限:
手工量具与大尺寸内径千分尺:虽然操作简单,但仅能获取局部截面尺寸,无法全面评价圆柱度、同轴度等形位公差;且大跨度量具易受自重变形和人为对正偏差影响,测量一致性较差,很难建立完整的三维坐标系。
固定式三坐标测量机(CMM):实验室级CMM精度虽高,但行程有限。容纳1米直径、重达数吨的缸套或活塞需要超大行程的特种机型,不仅造价极其高昂,工件运输、翻身装夹困难,且难以适应车间现场的温湿度与地基条件,测量周期长,严重影响生产节拍。
关节臂测量机:关节臂具备一定的便携性,但其测量范围受臂长限制,典型工作半径在2~3米。对1米直径的内孔深腔测量,关节臂往往需要深入腔体内部,姿态受限,臂体自重导致的悬臂误差显著,空间长度测量误差升高,且难以保证长跨距同轴度检测的精度。重复定位和长时稳定性亦难以满足全尺寸检验需求。
总体来讲,传统检测手段难以在大尺寸、高精度、现场便携、全要素三维评价几个维度上同时满足现代大型内燃机制造检测环节的需求。

图3:API激光跟踪仪功能拓展附件及简介
API激光跟踪仪测量解决方案
API Radian系列以及iLT系列激光跟踪仪为大型内燃机部件精密三维检测提供了理想的综合解决方案,其突出优势如下:
超大测量范围与测量高精度:Radian以及iLT系列激光跟踪仪具备微米级别的测量精度,以及超过80米的测量半径,其中Radian Pro型号更是集成了IFM激光(长度计量的基准),在极致的精度表现下提供可溯源检测数据,轻松胜任大型缸套、活塞的形位公差检测。
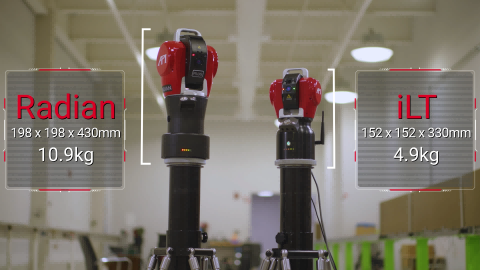
图4:Radian(左)与iLT(右)激光跟踪仪
便携与现场适应性:Radian系列激光跟踪仪采用优秀的高集成工业设计,主机体积小巧、重量轻便,可架设在工件周边任意稳定位置,无需将重型缸套、活塞搬至计量室,直接在加工设备旁或装配现场组建测量系统,缩短流转时间,实现无需工件移动的现场检测;iLT系列激光跟踪仪则更是在Radian系列高精度、大范围的特点基础上,将主机尺寸和重量近一步缩小50%,应用更加轻便自如,非常适用于现场测量以及多机集成自动化测量场景。
丰富的功能拓展附件:除标准球形反射镜(SMR)外,API根据一线测量需求,设计制造了多款跟踪仪功能拓展附件,如:可实施深孔和隐藏点测量的vProbe隐藏点智能测头、可实现快速点云采集的iScan3D智能扫描测头、可配合跟踪仪实施自动化测量的ActiveTarget主动靶标、可配合跟踪仪实现六自由度(6DoF)检测的STS六维传感器等……

图5:MeasurePro软件与API全系列适配产品
完善的几何评价软件:API自主开发了MeasurePro测量软件,可实现全系列API测量产品的集成,对采集到的点云数据进行快速处理,实现精准分析。API全系列测量产品亦可与市面上的主流测量软件(如:Polyworks、SA、Verisurf、Metrolog等)实现无缝兼容,快速融入您现有的测量体系。

图6:本案例测量现场
现场实施
本案例中,使用一台API Radian Plus激光跟踪仪,对一大型缸套(衬套)和配对活塞实施了精密三维检测,部件直径达到1米,单件重逾2吨。
在现场,首先将激光跟踪仪布设于待测内燃机部件周边合适的位置,连接笔记本电脑即可开始测量。
测量时,激光跟踪仪射出激光至操作者手中的内置棱镜靶球(SMR)中心位置并锁定跟踪,操作者使用靶球触碰待测位置,激光跟踪仪即可在靶球稳定的间隙,以1000次/秒的速率对该位置的空间坐标数据实施精准测量并记录于笔记本电脑端的测量软件用于后续分析。

图7:本案例测量现场
在针对隐藏位置的测量时,可使用vProbe智能测头配合激光跟踪仪来实现。vProbe隐藏点智能测头在顶部集成了类似于靶球的激光接收装置,并在底部和后部设有探针位。测量时,使用激光接收装置锁定跟踪仪激光,并将探针探入深孔或隐藏位置进行测量,即可实现对深孔及隐藏点的数据采集。vProbe智能测头的探针从50mm至500mm多型号可选,充分满足适配大型内燃机部件的三维检测需求。
待所有位置的数据采集完毕后,即可在测量软件中,使用采集的各个点,构建相应的线、面、体,或与数模进行比对,计算偏差,达到测量检测的目的。
小结
大型内燃机的缸套、活塞等超大尺寸核心部件,对精密三维检测提出了高精度、全要素与现场化的严苛要求。传统计量手段受限于尺寸、精度与效率,已较难作为现代制造闭环的依据。
API Radian及iLT系列激光跟踪仪凭借超大量程、微米级精度、以及丰富强大的功能,成功实现了大尺寸内燃机衬套和活塞等核心部件的多几何公差的精密三维测量,显著缩短了检测周期,降低了搬运风险,保证了装配链的精度一致性,为大型内燃机的高质量制造与长寿命运行提供坚实的测量数据基石。
相关新闻:
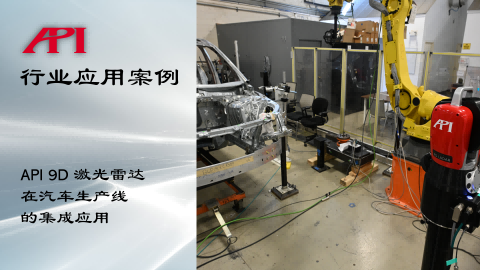
9D激光雷达在汽车产线的集成应用
概要 API品牌的动态9D激光雷达(9D LADAR),大幅提升了原基于常规激光雷达(Laser Radar)对白车身进行非接触检测的效率,在速度、精度、灵活性
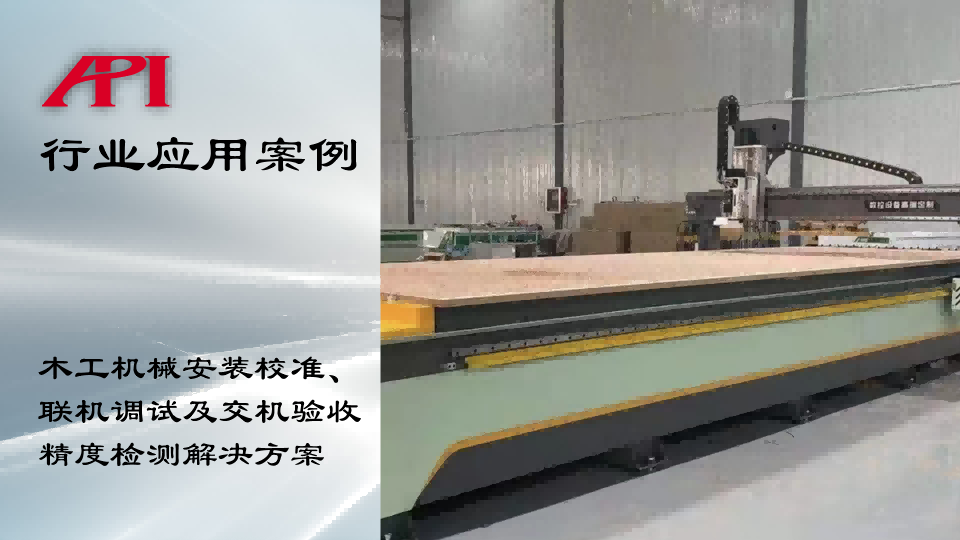
木工机械安装校准、联机调试 及交机验收精度检测解决方案
随着电子和自动化技术的迅猛发展,数控技术也得到了长足进步,渗透到我们生活中的各个行业及领域。木工机械就是一个异军突起的行业,满足国内市场的同时,走出国门远销东南

大型压缩机部件精密三维测量检测解决方案
大型压缩机及部件的三维检测需求 大型压缩机是石化、炼油、天然气输送等重大工业装置的核心动力设备,其运动部件通过曲轴、连杆推动活塞在气缸内往复做功,实现气体增压输
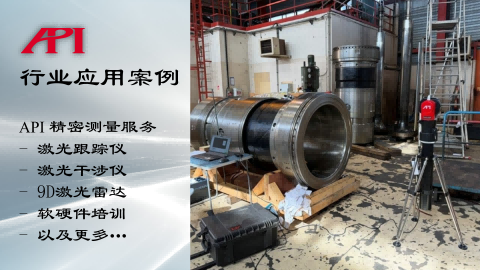
了解更多:

激光跟踪仪靶球&测头
Maximize laser tracker productivity with hand held and 激光跟踪仪主动靶标.

XD Laser CMM Calibration
The XD Laser is the only assessment system that can measure all 6 error parameters simultaneously in a single set-up
了解更多 /xd-laser
API Reverse Engineering Service
Reverse engineering services include scan as-built parts to creation of a 3D digital point cloud and CAD Model.