

关于FDM 3D打印机
FDM(Fused Deposition Modeling)打印技术指的是通过逐层堆积热塑性材料来构建三维物体。该技术被广泛应用于消费级3D打印机领域。由于该技术需要把线材热熔,然后逐层堆叠来成型,所以必然会在打印零件上产生一层层的纹理。而层纹不处理好则会影响打印精度和细节程度。
图1:不好的层纹影响示意
FDM 3D打印机的检测需求
基于FDM 3D打印机的结构特征以及运行特性,在对FDM 3D打印机进行检测时,往往需要进行线性精度、直线度精度、垂直度精度、以及重复性等关键指标的检测,从而全方位地评估被测3D打印机的实际性能,并将超差部分予以校准修正,从而保障3D打印机的性能,制造出符合需求的打印成品。

图2:本案例待测3D打印机及XD Laser激光干涉仪
客户遇到的问题
客户待检测型号的3D打印机非常的小巧,没太多空间架设检测设备,同时由于该3D打印机的内部空间较狭窄,要求锥角反射镜设计小巧便捷,同时再减少转装夹的情况下,测量尽可能多的数据。在邀请API团队测量之前,客户已多次尝试使用多品牌的常规激光干涉仪进行检测,效果均不理想。
API解决方案及优势分析
在充分了解客户的检测需求和检测难点后,API为客户提供了使用XD Laser 3D激光干涉仪对该3D打印机进行检测的解决方案。
XD Laser 3D激光干涉仪,一次安装可同时检测线性及直线度精度,在实施上述检测时,较常规激光干涉仪有一定的优势,本文将结合客户在实际测量中遇到的问题及测量难点予以讲解:
1、 两点对光
XD Laser全系列激光干涉仪采用紧凑高集成优化光路设计,干涉镜与主机集成,无需单独架设干涉镜,只需激光头和靶标两点对光安装即可,避免了常规激光干涉仪三点对光造成的光路调整复杂、空间占用需求大等问题,所以即便是对本案例客户如此小巧的3D打印机进行测量,依然可以顺利安装并流畅完成检测作业。
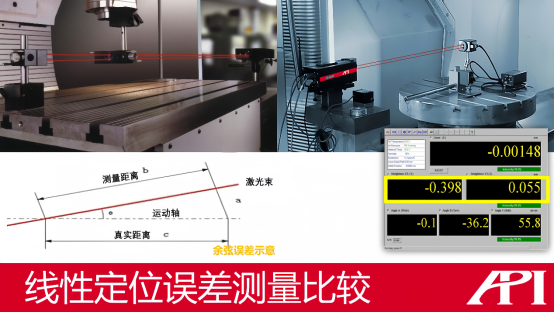
图3:XD Laser激光干涉仪(右)与常规激光干涉仪(左)线性测量比较
2、有效减少余弦误差
在进行线性精度测量时,常规激光干涉仪需要三点对光的特性,导致其较易产生余弦误差(如图3左下示意),在进行对光调整时,常规激光干涉仪手动三点对光且调整只能依赖位于操作软件中的光强条来进行,就非常容易造成调整光路时,与实际运动轴方向产生相对较大的夹角,从而造成较大的余弦误差,使得实际测量的数值小于真实值。
而使用XD Laser激光干涉仪实施线性测量时,其两点对光的特性再辅以数字化直线度实时参数的显示(如图3右下示意),可以数字化的形式针对性地将激光光路与运动轴的夹角尽可能地减小,将余弦误差的影响大幅降低。
3、直线度测量快速高效
在使用常规激光干涉仪进行直线度测量时,除干涉镜组外,还需要使用专用的直线度测量镜组,在调整时,除光路需要准直外,分出的分别打到上/下(或左/右)两个垂直度反射镜的激光还需与反射镜面保持垂直;且即便测量同一轴的上下和左右两组直线度时,还需再次更换镜组、分别使用测量上下和左右直线度专用的镜组,并重新调整光路;测量三轴的直线度就需要至少六次更换镜组及调整光路,如果测量行程较长的轴(超过4米),还需要更换远距离的直线度测量镜组,使用相对较为繁琐。
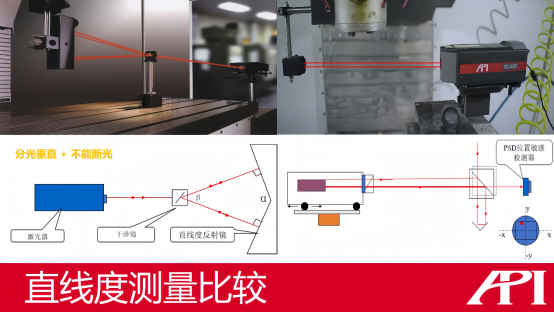
图4:XD Laser激光干涉仪(右)与常规激光干涉仪(左)直线度测量比较
使用API品牌的XD Laser激光干涉仪测量直线度误差时,只需两点对光安装后,利用集成的高性能PSD位移传感器,即可一次性轻松实现上下及左右两组直线度数据的检测。测量时,如图4示意,XD Laser主机射出的激光打入到靶标后,分成两道光,其中一道至反射装置反射回主机,用于线性数据的测量,另一路则分到高性能PSD传感器进行直线度参数的测量。如图4右下坐标示意,当激光打到PSD传感器相应的坐标象限中时,则已经完成了直线度参数的测量,随后PSD传感器可以将光信号转化为电信号,再通过数字实时显示的方式反馈给操作者,简单、易用。
此外,由于常规激光干涉仪使用的是干涉镜组调节的方式测量直线度数据,其在整个测量过程中是不允许断光的,所以其通常只能用于直线度数据的最后评估,而在导轨安装实时调整阶段则较难被应用;XD Laser激光干涉仪由于使用的是高性能PSD传感器测量直线度参数,其在测量精准的同时,也保障了极佳的动态性能,无惧断光,可实时对直线度参数进行测量、读取、显示,可以实现在导轨安装调整阶段的应用。
4、垂直度测量便捷、易于操作
与直线度测量类似,常规激光干涉仪在测量垂直度误差参数时,依然需要复杂的镜组编排及光路调整。由于垂直度测量要基于两轴的直线度参数,那么使用常规激光干涉仪在实施垂直度测量时,就需要在测量两轴直线度镜组的基础上,再加上垂直度测量组件。由此即需要分出更多的光路才能实现数据的测量和读取。而超过10条激光光路的调整也绝非易事,需要操作者有较为丰富的调整经验以及手感,才能将光路调整至性对较佳的位置并实施测量;而测量三轴两两垂直度的话,就需要三次这样镜组及光路的安装调整,效率相对较低。
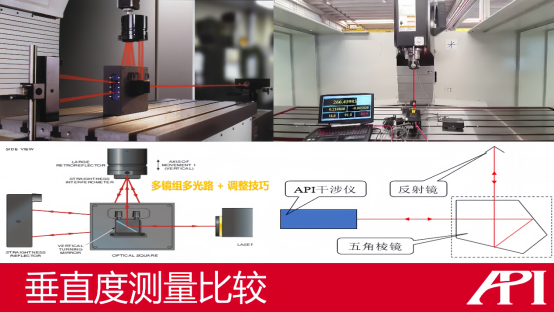
图5:XD Laser激光干涉仪(右)与常规激光干涉仪(左)垂直度测量比较
而使用XD Laser激光干涉仪实施垂直度测量时,由于其高性能PSD传感器的加持,在针对直线度测量时已经是1:1进行测量,故而测量垂直度参数时,只需在相应的位置加装一个五角棱镜,确保激光的90度转折即可,避免了使用常规激光干涉仪时复杂的镜组切换及光路调整过程,大幅提升测量效率。
结合本案例客户实际测量场景,除上述对比外,使用多种复杂镜组组合也需要较大的工作空间,而如此小巧的3D打印机无法提供复杂镜组安装的空间,这也是导致客户使用诸多品牌及型号的传统激光干涉仪均无法顺利实现3D打印机垂直度测量的原因。

图6:XD Laser激光干涉仪
更多拓展
本案例中,API为客户提供使用的是XD Laser 3D激光干涉仪,其可一次安装同时测量3个参数(即X、Y、Z),轻松实现直线度误差的测量检测。
除3D型号外,根据广大客户的测量应用需求不同,API品牌还同时为您提供1D、5D、6D型号的XD Laser激光干涉仪,其中6D型号一次安装可以同时测量留个参数(X、Y、Z、偏摆角、俯仰角、滚动角),更有标准型(测量精度0.5μm/m)和精密型(测量精度0.2μm/m)可选,充分满足日常生产以及实验室对于测量的需求。
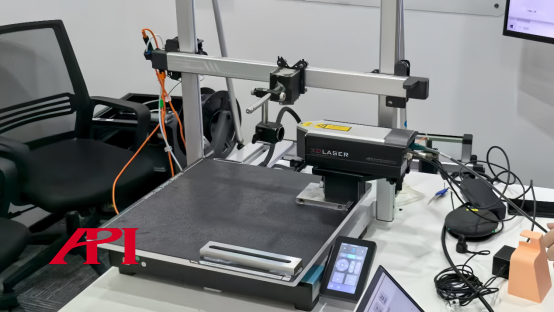
图7:本案例测量现场
现场应用
如图7示意,是API品牌XD Laser 3D激光干涉仪对小型FDM 3D打印机进行测量检测的作业现场,小巧的接收镜配合亮点对光安装的工作方式,充分适应客户测量现场环境,满足客户的测量需求。
相关新闻:
9D激光雷达在汽车产线的集成应用
概要 API品牌的动态9D激光雷达(9D LADAR),大幅提升了原基于常规激光雷达(Laser Radar)对白车身进行非接触检测的效率,在速度、精度、灵活性
木工机械安装校准、联机调试 及交机验收精度检测解决方案
随着电子和自动化技术的迅猛发展,数控技术也得到了长足进步,渗透到我们生活中的各个行业及领域。木工机械就是一个异军突起的行业,满足国内市场的同时,走出国门远销东南

大型压缩机部件精密三维测量检测解决方案
大型压缩机及部件的三维检测需求 大型压缩机是石化、炼油、天然气输送等重大工业装置的核心动力设备,其运动部件通过曲轴、连杆推动活塞在气缸内往复做功,实现气体增压输
了解更多:

激光跟踪仪靶球&测头
Maximize laser tracker productivity with hand held and 激光跟踪仪主动靶标.

XD Laser CMM Calibration
The XD Laser is the only assessment system that can measure all 6 error parameters simultaneously in a single set-up
了解更多 /xd-laser
API Reverse Engineering Service
Reverse engineering services include scan as-built parts to creation of a 3D digital point cloud and CAD Model.