

汽车工装检测及重要性
工装作为生产线上保持零件位置和形状的装置,它的精准度直接影响到汽车的质量和性能。通过工装检测,我们可以确保工装在工作时的合理性和精准性,减少装配过程中的误差,让生产线更加流畅,从而提高汽车的装配精度和质量稳定性。所以,汽车工装的检测是不容忽视的,根据检测的结果,对工装进行针对性的调整、修复,是汽车生产过程中不可缺少的环节。
传统的工装检测手段
检测汽车工装较为传统的两种手段分别是使用台式三坐标测量机以及便携式关节臂测量机。
使用台式三坐标测量机时,需要将待检测的部件运输至三坐标室,并妥善放置于检测台上,再调试三坐标测量机,对部件进行检测;检测后,还需将该部件从三坐标室运送回产线现场重新组装拼接。这种台式三坐标测量机检测的方法,工序较复杂,并且耗费人力、运输、时间等成本较多。
使用便携式关节臂测量机时,虽可以将关节臂测量机布设于工装周边,但由于关节臂测量机的测量范围有限,在进行较大尺度范围的测量时,通常较为吃力,而蛙跳也会造成精度损失;且关节臂测量机的使用,对于操作者的操作手法有一定的要求,同样的设备不同的操作者测量的数值,都可能有一定的偏差,从而在统一性和精度保障方面有一定的劣势。

图1:API Radian系列激光跟踪仪
Radian激光跟踪仪汽车工装检测解决方案
API品牌的Radian系列激光跟踪仪,可将测量设备布设于待测工件周边进行测量,且精度达微米级别,量程可至百米以上,是大尺寸工件精密测量的代表性解决方案。其是由一个先进的、结构紧凑的跟踪头(主机)配合靶球、笔记本电脑、软件组成。
测量时,激光跟踪头发出一束激光,经靶标将光束原路返回到跟踪头。跟踪头动态跟踪靶标的位置,通过靶标和被测表面接触从而确定接触点的位置坐标。
主机内部打出的激光,经靶球将光束返回,经旋转镜,到分光镜处分成两路光束,一束光进入两轴横向感应器,感知靶球的变化量(移动量),从而将改变化量传送给控制器和电脑,控制器会指导跟踪头做两个角度运动(α和β),这样靶球在运动时,跟踪头和靶球随时调整角度,保证跟踪头实时跟踪靶球,并将靶球的位置X、Y、Z坐标记录下来。
激光跟踪仪坐标测量的解决方案,非常适合汽车工装的检测,并且可以支持实时坐标显示,在线指导调装作业。
应用现场纪实
本案例中,记录了使用Radian激光跟踪仪,对某型号汽车总拼工装进行定位销位置检测以及实施调装指导作业的应用。

图2:本案例待测汽车总拼工装
待测工装的检测需求
① 对待测总拼工装定位销的位置精度进行检测,精度要求优于0.1mm;
② 比对数模数据,指导实时调装。
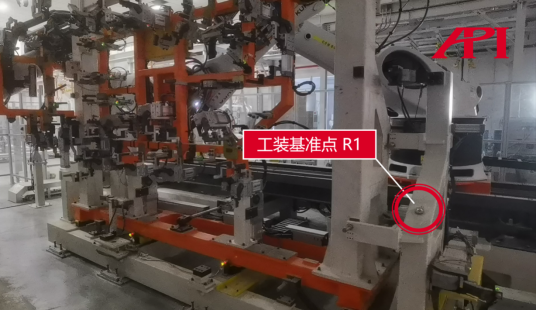
图3:工装基准点R1

图4:工装基准点R1-R4
测量过程
将Radian激光跟踪仪布设于待测工装周边合适的位置,连接笔记本电脑并开机,即可待命随时准备测量。

图5:操作者使用SMR靶球配合跟踪仪测量采数
测量时,操作者首先使用SMR高精度靶球,将工装的四个基准点数据测得,使跟踪仪与待测工装处于统一的坐标系中;然后导入数模数据;随后即可根据检测需求,使用靶球触碰待测位置,跟踪仪即以1000点/秒的数据采集速率测量该位置三维坐标并传输至笔记本电脑中的测量软件加以记录;最后,根据采集到的各点,直接或构建线、面、体等几何图形,与数模数据比对,分析差值,达到检测的目的。
并可使用测量软件,根据需求自动生成测量报告。

图6:操作者使用vProbe隐藏点智能测头配合跟踪仪采集隐藏点数据
隐藏点的测量
针对深孔、隐藏位置等靶球无法直接触碰的待测点位,则可以使用vProbe隐藏点智能测头来测量该位置数据。
vProbe智能测头采用无线数据传输及电池供电系统,并集成有双探针位,且配备有从50mm至500mm长度不同型号的探针,高效辅助跟踪仪采集深孔及隐藏点的数据。
实时调装指导
基于Radian激光跟踪仪的数据高速采集能力以及动态采数性能,在测量中,可实时精确显示位置坐标数据,操作者可根据实时坐标数据及理论数据的偏差值,实时调整工装,直至最佳状态。

图7:实时调装,坐标引导功能开启
结论
Radian激光跟踪仪具备精度高(微米级别)、测量范围广(至160米)、功能丰富(可配备多种隐藏点、扫描、6DoF、主动跟踪等拓展附件)、操作简单、动态性能佳(1000Hz采数速率)等特点,可从根本上解决传统汽车工装检测方法的不足,是汽车工装检测的卓越解决方案。
突破极致,更多选择
除本案例中使用的Radian型号激光跟踪仪外,API品牌还全新推出了iLT激光跟踪仪,在Radian Plus/Core型号的可实现完全无线测量的基础上,将激光跟踪仪的整体尺寸进一步缩减了50%(较Radian系列),整机重量仅为4.9Kg,将便携属性发挥到极致,充分满足并适用于外出、野外、狭小空间、多机集成等应用环境。
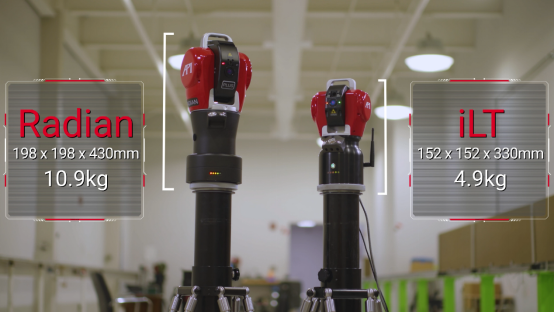
图8:Radian Plus激光跟踪仪(左)与iLT激光跟踪仪(右)
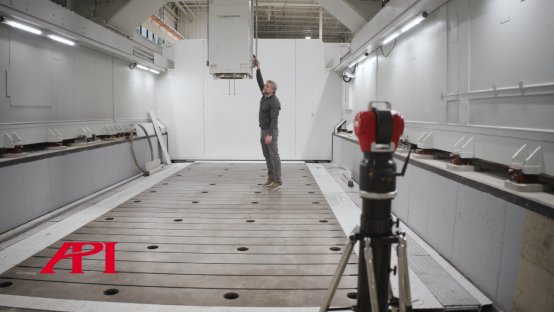
图9:iLT激光跟踪仪应用现场
引领未来,更多拓展
此外,API品牌的9D激光雷达(9D LADAR)产品,可在微米级别高测量精度的基础上,实现无需合作靶标的非接触测量,基于OFCI核心测量科技的加持,激光触及位置的空间坐标数据可被实时反馈至测量软件记录,数据采集速率高达20KHz,瞬间实现点云数据的采集,精准、快速、高效。
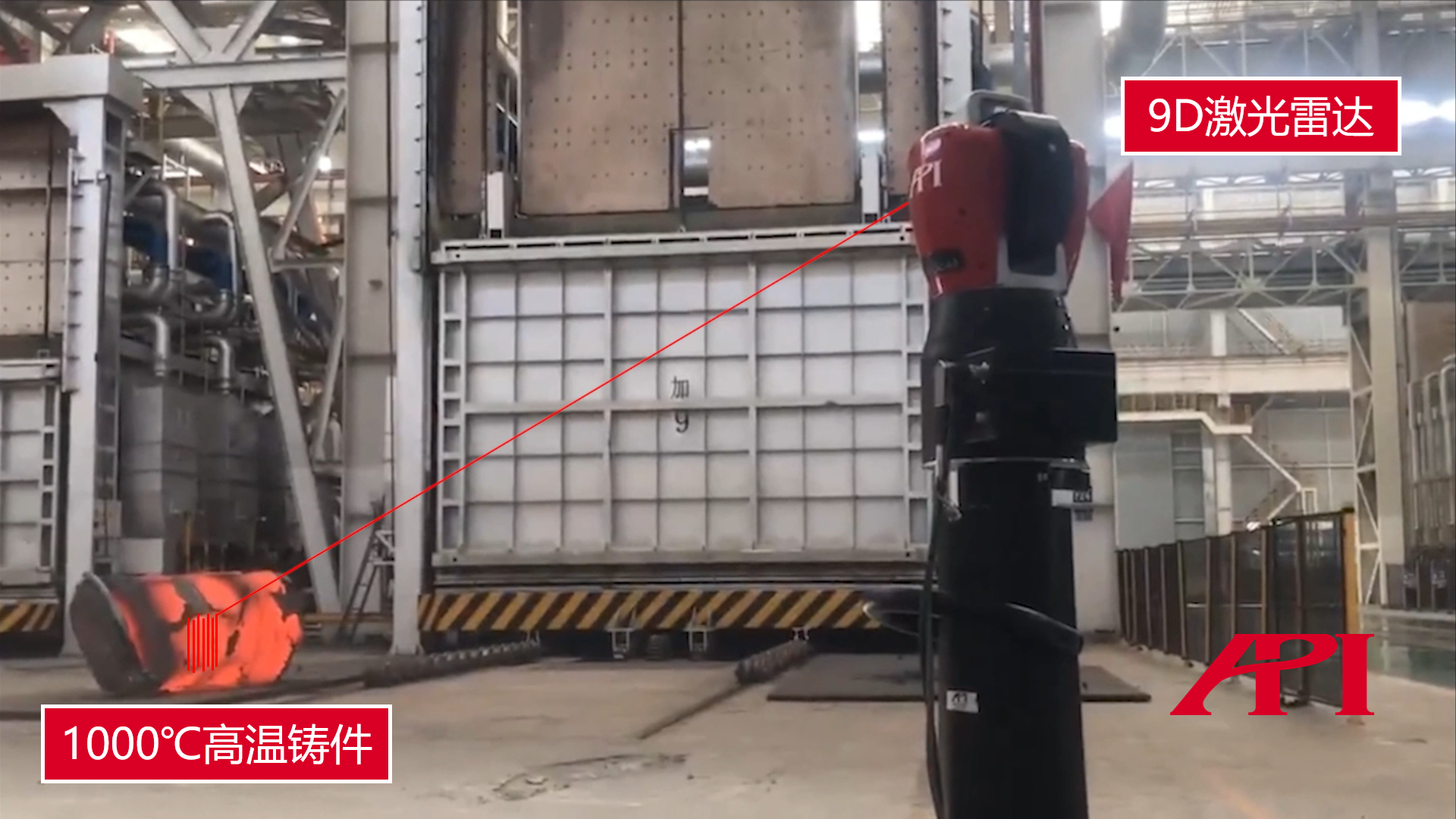
图10:9D激光雷达高温铸件测量作业现场
相关新闻:
轨道机车减震器底座的检修测量
轨道机车减震器座的检修 轨道机车减震器是机车车辆转向架装置上的重要减振构件,是保障机车高速运行平稳性、舒适性、安全性的关键部件。减震器座是连接减震器与转向架构架
特种车辆部件的精密三维测量
特种车辆制造 特种车辆,是指经特制或专门改装,配备有特殊的结构、装置、设备,用于特有用途的工作车辆。日常生活中常见的自卸载重车、固井水泥车、压裂车、公路清障车、
API激光跟踪仪在人形机器人检测标定领域的应用
人形机器人领域发展简介 人形机器人,如今正以前所未有的速度从科幻想象走向产业现实。近年来,全球人形机器人产业正在经历从概念验证到量产的重要时期。人形机器人使用需
API测量服务纪实 - 萃取塔中心轴线三维测量
萃取塔 萃取塔:在石油炼制、化工、制药等流程工业的庞大装置区中,矗立着一类圆柱形设备,即萃取塔。作为实现混合物分离、提纯与化学反应的核心装备,萃取塔通过内部精密
了解更多:

激光跟踪仪靶球&测头
Maximize laser tracker productivity with hand held and 激光跟踪仪主动靶标.

XD Laser CMM Calibration
The XD Laser is the only assessment system that can measure all 6 error parameters simultaneously in a single set-up
了解更多 /xd-laser
API Reverse Engineering Service
Reverse engineering services include scan as-built parts to creation of a 3D digital point cloud and CAD Model.